鋳物とは?鋳造とは?What is the cast metal

鋳造とは、作りたい形と同じ形の空洞部を持つ型に、溶けた金属を流し込み、それを冷やして固める加工法です。
型の種類によって、砂を固めて作った砂型、金属を削って作った金型、樹脂型や石膏型などがあります。型のことを鋳型と呼び、鋳造で作ったものを鋳物といいます。
鋳造は、複雑な形状の部品を低コストで大量に生産でき、中空部を作ることが出来る、大きさに制限がないなどの利点があり素材や製法により用途・大きさなど多岐にわたりいろいろなものを作ることが出来ます。
身の回りにある鋳物








日本国内の鋳鉄生産量の約65%、ダイカスト生産量の88%が自動車用で、鋳物産業にとって自動車は大変関わりの深い産業です。船舶、鉄道、飛行機、産業機械、等のいろいろな製品も作られています。
身近なところだと炊飯器・洗濯機・パソコン・デジカメ・携帯電話などの家電製品、ストーブ、ガス器具などの暖房用品、フライパン・鍋などの日用品、リール・スキー用品・ゴルフクラブのヘッド等のレジャー品、ドアレバー・門扉・街路灯・マンホールの蓋・橋・フェンス・等の建築関係、公園や寺院にある仏像や釣鐘などがあり、用途に合わせ素材や製法を変えることにより幅広く利用されています。
鋳物がこのように多く利用される理由は、溶融金属を用いた加工法であることから、切削などの他工法に比べて、量産性や形状の自由度が高く安く作ることが出来るという最大の特徴があるからです。
鋳造の歴史
鋳造法は、金属加工法の一種で、その歴史は古く紀元前4000年頃にメソポタミア地方で始まったとされています。
紀元前2000年以降にふいご(送風装置)が発明され、足踏みふいごで鋳造する絵が描かれたパピルスがエジプトのテーベの遺跡より出土しています。
日本には、紀元前300年頃に南朝鮮から北九州の海岸地帯に弥生式土器に代表される文化が伝わってきました。1世紀に入ると銅鐸、銅鏡、刀剣などが作られるようになり、奈良時代になると仏像や梵鐘などが作られるようになり、平安時代なかばに日本各地に鋳物づくりが広まりました。
| BC4000年 | 天然産の金、銀を使用 |
|---|---|
| BC3000年 | 銅を鋳造して、武器、農機具、日用品を製造 |
| BC2000年 | 足踏みふいごが発明され、より高い温度で金属を溶解 |
| 青銅器時代 | 鋳造は鍛造と違って複雑な形状を作ることが出来る。鋳造技術を知った部族は次第に勢力を拡大 |
鋳造に使われる材質

鋳造によって作られる製品の素材・材質としては以下のものが挙げられます
| 鋳鉄 | 概要 | 鋳鉄とは、鉄Fe、炭素C、ケイ素Siを主成分とした合金で炭素の含有量が2.1%以上のものです。 |
|---|---|---|
| 特徴 | 強度、防振性に優れている | |
| 鋳鋼 | 概要 | 鋳鋼とは、鋼の鋳造品のことです。鋳鋼は、炭素鋼鋳鋼と合金鋼鋳鋼に大別され、合金鋼鋳鋼は添加元素の多少により、低合金鋼と高合金鋼に分類されています。 |
| 特徴 | 耐食性、耐熱性、耐摩耗性に優れた特殊合金 | |
| 銅合金 | 概要 | 銅合金とは、黄銅、高力黄銅、青銅など、様々な種類があります。 |
| 特徴 | 電気・熱伝導、耐食性に優れた数少ない有色金属で美麗 | |
| チタン合金 | 概要 | チタン合金とは、主に純チタンとチタン合金の2種類があります。 |
| 特徴 | 軽量、高融点、高強度、耐食性に優れた合金 | |
| アルミニウム合金 | 概要 | アルミニウム合金とは、AI-Cu系、AI-Si系、AI-Mg系合金があります。 |
| 特徴 | 電気・熱伝導、耐食性に優れた軽量で外観も美麗でありリサイクル性が高い | |
| マグネシウム合金 | 概要 | マグネシウム合金とは、Mg-AI系合金、Mg-Zr系合金、Mg-希土類元素系合金に大別されます。 |
| 特徴 | マグネシウムは実用金属の中で最も軽い金属で、比強度、振動吸収性、電磁シールド性に優れています。 | |
| 亜鉛合金 | 概要 | 亜鉛合金とは、鋳物用の亜鉛合金にはZn-Al-Cu系合金が使用されます。 |
| 特徴 | 低融点で鋳造性がよく、切削性に優れる合金 |
鋳物の不具合
寸法不良
寸法不良とは、種々の原因により鋳物が所定の寸法とならないものを言います。
主な原因
- 設計時にミスがあって適正な寸法にならない
- 型の加工、組み立てミスで適正な寸法にならない
- 鋳造工程でのミスによって適正な寸法にならない
ひけ巣
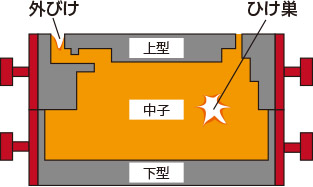
ひけ巣とは、鋳物の内部に発生する複雑な形状をした比較的大きな空洞のことで、液体から固体に相変態する際の体積収縮により発生します。ひけ巣の原因となる凝固収縮率は材料によって異なります。押湯による溶解金属補給などの対策方法があります。
主な原因
- 液体から固体に変わる際の体積収縮による
- 溶解金属の補給が不十分
ブローホール
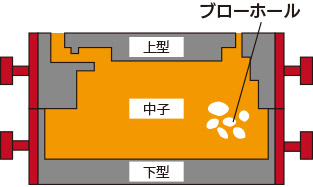
ブローホールとは、鋳物内に生じる丸みを帯びた空洞で、鋳型に鋳込まれる際に空気や種々のガスが溶融金属に巻き込まれることによって発生します。
主な原因
- 溶解金属と介在物との反応
- 鋳型、中子の成分、水分などとの反応
- 湯流れやガス排気などの物理的要因
割れ
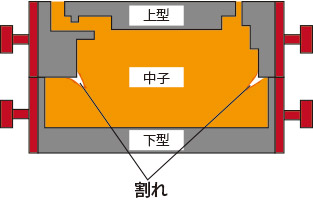
割れとは、鋳物の表面に発生する亀裂のことを言います。割れには凝固中、凝固後の冷却過程、時間が経過してから発生する割れがあります。
主な対策
- 対策として鋳型を分割、取り出すタイミングを適正化などの対応策が有ります。
介在物
介在物とは、異物の中に巻き込まれた母材とは異なる物質が含まれることにより発生します。
主な原因
- 未溶解金属や金属間化合物の巻き込み
- スラグ、ドロス、酸化膜の巻き込み
- 鋳型剤や塗型剤の巻き込み
湯回り不良
湯回り不良とは、鋳型の中を溶融金属が完全に充満できずに鋳物形状が不完全になることにより発生します。
主な症状
- 湯回り不良:鋳物の隅、角、薄肉部に発生する欠肉
- 湯境:鋳物の表面層に発生する境目
- 湯じわ:鋳物の表面に発生する浅いしわ
中子不良・鋳肌不良・組織不良
- 中子不良とは、鋳型の中子が静圧による浮力に耐えかねて浮上することにより発生します。
- 鋳肌不良とは、鋳型表面の砂が一部溶解して焼き付くことにより発生します。
- 組織不良とは、鋳物の中に砂が介在することにより発生します。
鋳造の方法
砂型鋳造法

砂型へ溶融金属を鋳込む
砂型鋳造には水と粘土を混合して突き固めて硬化する生砂型と、熱硬化性樹脂を混ぜて加熱して硬化するシェル型、水ガラスを混ぜてCo2ガスで硬化するガス硬化型があり、硬化後に抜型が出来るため寸法精度と生産性が良いという特徴があります。
重力金型鋳造法
重力を利用して溶融金属を鋳込む
金属の型を使用して繰り返し鋳造が可能であり、機械的性質の優れた鋳物を大量に生産することができ、塗装をすることで金属の寿命が長くなるという特徴があります。
低圧鋳造法
溶融金属の表面に空気圧を加えて金型に鋳込む
ガス巻き込みやひけ巣などの欠陥が少ない製品ができ押湯が不要なので鋳造歩留まりがよいという特徴があります。冷却速度が遅いのでサイクルタイムが長いので生産性が低いという短所も有ります。
高圧鋳造法
低速で充填しこう圧力を負荷して凝固させる
直接加工法と間接加工法があり低速(層流)で充填し高圧力で加圧するため緻密な金属組織で健全な鋳物が生産できるという特徴があります。
ダイカスト法
高速・高圧で溶融金属を金型キャビティに鋳込む
高速、高圧で溶融金属が金型に充填されるため鋳肌がきれいで寸法精度に優れ、薄肉複雑鋳物がハイサイクルに生産できるという特徴があります。
ロストワックス精密鋳造法
模型にろうを用いるインベストメント鋳造法
ジェット機関の部品や美術工芸品の製造に利用されることが多く、ワックス模型を使用し、鋳肌、寸法が格段に優れた鋳造法であるという特徴があります。
遠心鋳造法
遠心力を利用して中空円筒鋳物を作る鋳造法
水道管やガス管などの鋳鉄管の製造に利用されることが多く、溶湯を高速度で回転する鋳型に注入する鋳造法で中子を用いずパイプ状の鋳物が生産できるという特徴があります。
連続鋳造法
製品を溶湯から直接連続的に製造する鋳造法
半製品はスラブ、ブルーム、ビレットの3つに分類され、溶けた金属材料を連続的に鋳型に注湯することにより歩留まりと生産性が向上し、コストも低下するなど大量生産に向くという特徴があります。
消失模型鋳造法
模型と溶けた金属が置き換わる鋳造法
自動車部品や美術工芸品など幅広い分野で使用されていて、製品と同じ形状の発泡スチロール型を作製して作るためバリなどがなく複雑な形状の製品も製作が出来るという特徴があります。
鋳造の作業工程
どのような手順で鋳物が製造されるのか?の具体的な手順については、作業工程のページをご覧ください。
参考文献:「トコトンやさしい 鋳造の本」 著者/西 直美・平塚貞人 発行所/B&Tブックス 日刊工業新聞社









