process
鋳物製造の作業工程
シオノ鋳工の製造ラインで行われている作業工程をご紹介いたします。品質の向上、不良率の低減を目指すため、作業中は複数のメンバーが声を掛け合い、スムーズに連携できるよう工夫しています。品質面と作業効率を考慮し、工場内は常に作業工程の改善を行っています。

受注工程ではご注文書をいただいてから各現場への指示まで行います。製造工程を管理している部署が生産計画データと照らしあわせ、どのような計画で製造するか?といった設計を行います。他の製品との納期の関連等と照らしあわせながら無駄のない計画を練ります。

基となる型(木型)に砂を詰め、型を抜き取ることで砂型を作る業務です。重量のかかる吊上げ作業等には機械を用い、それ以外の細かな作業は手で行います。枠内にきっちり砂を詰める作業は、砂が多くても少なくても駄目で、枠のツラに合うようにぴったりと詰めるのが目標です。
「中子」という鋳造製品の中空部分を作る仕事の場合は、さらにパズルや積み木ブロックのように型を組み合わせていく工程があり、基準となるポイントにピッタリ合わせることができなければ、不良品につながる確率が上がってしまいます。毎回違う形状のものづくりを行うことも多いため、その都度知恵と感覚を磨き、製品づくりに対応していくことになります。

木型(中子型)を用意

中子型に砂を充填

抜型

塗型(ドブ漬け)

着火し乾燥
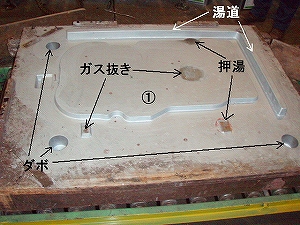
上型を準備する

下型を準備する

上型、下型それぞれに適合する金枠を乗せる

砂を充填する

木型を鋳型から抜く(抜け勾配はこの作業の為に必要)

木型を鋳型から抜く(抜け勾配はこの作業の為に必要)

抜型した鋳型を塗型する(焼き付き、焦げ付きなどの鋳肌不良を防ぐ為に必要)

鋳型に別工程で製作した中子をおさめる

クランプして鋳型完成

出来上がった鋳型に、溶けた鉄(溶湯)を流し込む工程です。この工程で重要なのは「成分調整と温度管理」であり、材質に直結するポイントです。このうち成分調整については、シオノ鋳工では不良品を出さない成功率の高い方法を年々データ化し、ノウハウを磨いているので、あまり心配する必要はありません。温度管理については、クレーンの操作テクニックとスピード感、チームワークが重要になります。鉄は常温で固体になりますので、温度が下がってしまう前に複数並んだ鋳型に手際よく溶湯を流し込んでいきます。
また、その溶湯をつくる際にどのくらいの量の材料を溶解するかも重要で、少なすぎると足りなくなる、多すぎるとエネルギーの無駄遣い、といった風に、データ管理と知恵を用いて効率のよい仕事を目指します。

電気炉で材料を溶かし、成分を調整

約1500℃で電気炉から溶湯を取鍋(とりべ)に移す

湯(溶けた鉄)を鋳型に流しこむ


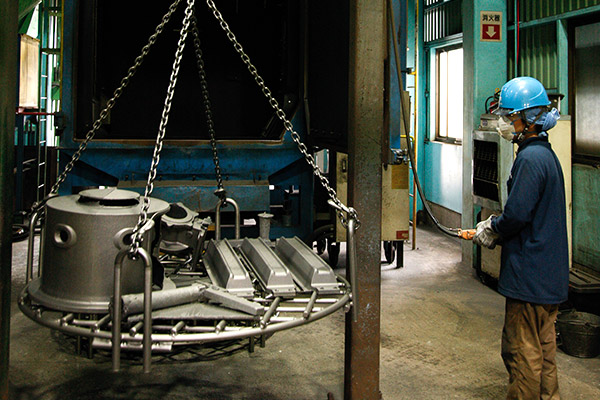
時間を置いて固まった鋳物製品を、鋳型から取り出す工程です。金枠と砂が付いた状態の鋳型を機械で振動を与えて砂と金枠を分ける作業になります。砂はこの段階で流れ落ち、ベルトコンベアで運ばれます。細かな鉄は磁石でバチバチとくっつき、砂の部分は再利用のためリサイクルします。
この工程のときに、出来上がった製品を初めて目にすることになるので、製品がきちんと出来ているかを最初にチェックするフィルターにもなります。
製品に付着している砂はきれいに落とすために、ショットブラストと呼ばれる機械にかけ、払い落とします。

上型をアンダーパンチクラッシャー内に入れ振動をかける

続いて下型、製品をアンダーパンチクラッシャー内に入れ振動をかける

砂を落としきったら金枠は所定の場所へ
ショットブラストと呼ばれる機械に製品を入れ、製品に無数のショット玉(鋼球)を当てることで、製品に付着している砂を除去する工程です。この工程によって、鋳物本来の「鋳肌」と呼ばれる表面の質感が見える形になります。単に砂を落とすだけでなく、鋳物の表面を磨く工程でもあります。
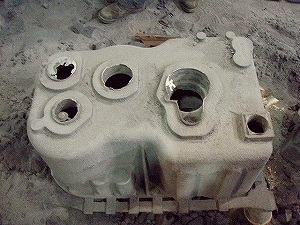
製品に砂がびっしり付いている
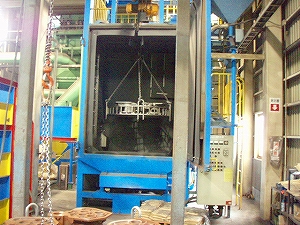
クレーン式ショットブラストで適正な時間ショット玉(鋼球)をあてる

砂が落ち鋳肌がみえる

製品に残ったバリやその他不要な部分を削る、切る、磨くという仕上げの工程です。3~4種類あるグラインダーという機械を用い、製品をきれいにしていきます。技術の度合いによって、仕上がりの良さと、作業時間の長さに差が出ます。
この段階でほぼ最終工程ですので、お客様に提供できる状態に仕上げるため、良品か不良品かを見極めることも重要です。

製品には必要ない鋳バリ、鋳造方案がついている

ハンマー、たがねを用いて鋳バリなどを取る

グラインダーで仕上げる

鋳仕上げ完成

塗装はエアブラシを用いて下地の色の塗料、錆止め塗装、防錆油などを吹き付ける作業です。
鉄の製品がクレームになる原因の一つに「錆びる」というポイントがあります。このため塗装の塗り残しがあってはいけません。そういった不良品を出さないよう、丁寧に、かつスピーディに塗装することが大切になります。
また、ほぼ同じ工程で、製品の梱包前の最終検査を行います。外観検査、寸法検査を行い、出荷に備えます。

外観検査、寸法検査する

スプレーガンで吹付け塗装する

製品を網カゴやパレットに、荷崩れしないように梱包し、出荷用トラックに積み込みます。
積み込みの際にはパレットの数が最小限で済むこと、また、荷重が偏るとトラックの運転に悪影響が出ますので、荷室内での重量配分も考えます。

近隣の場合は自社便で納品

遠方でも運送業者で混載便、チャーター便などで対応


Copyright © 株式会社シオノ鋳工 All rights reserved.

