environment
環境活動・KES
KESとは、京都議定書の発信地・京都から生まれた「環境マネジメントシステム」の規格で、ISO14001と同等の内容を持ちながら、「シンプル」で「低コスト」な運用が可能な仕組みです。
大量生産・大量消費の時代から、3R(リデュース・リユース・リサイクル)によるゼロエミッション社会への転換を目指しており、全国で5,000件以上の事業者が取り組んでいます。
KESには、取り組みの成熟度に応じて「ステップ1」「ステップ2」などの段階があります。
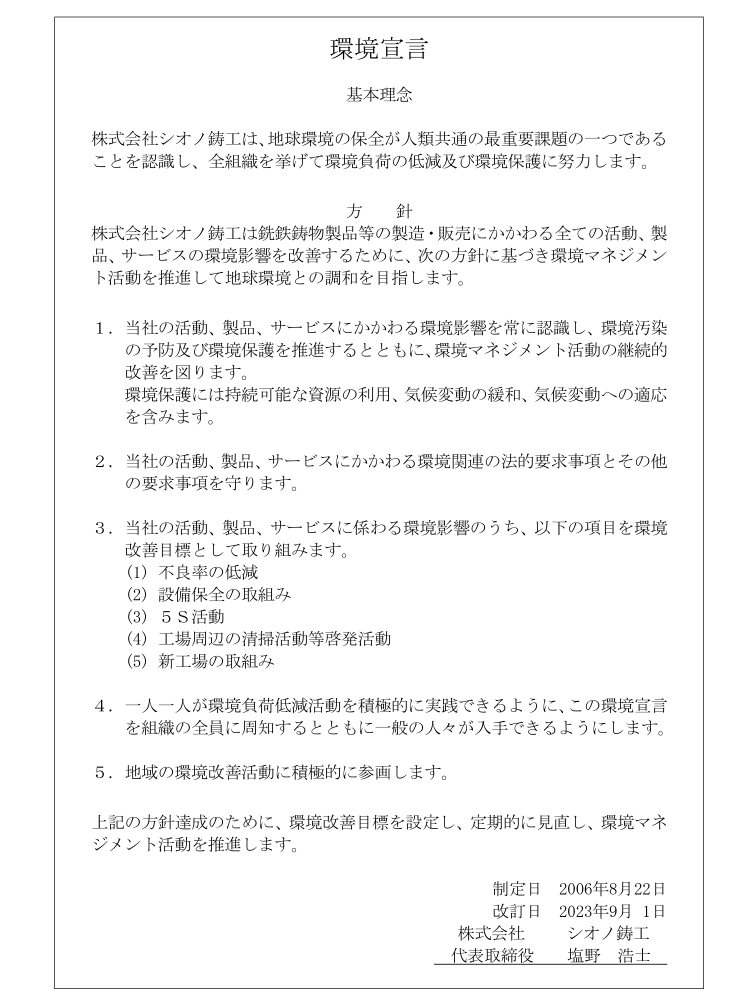
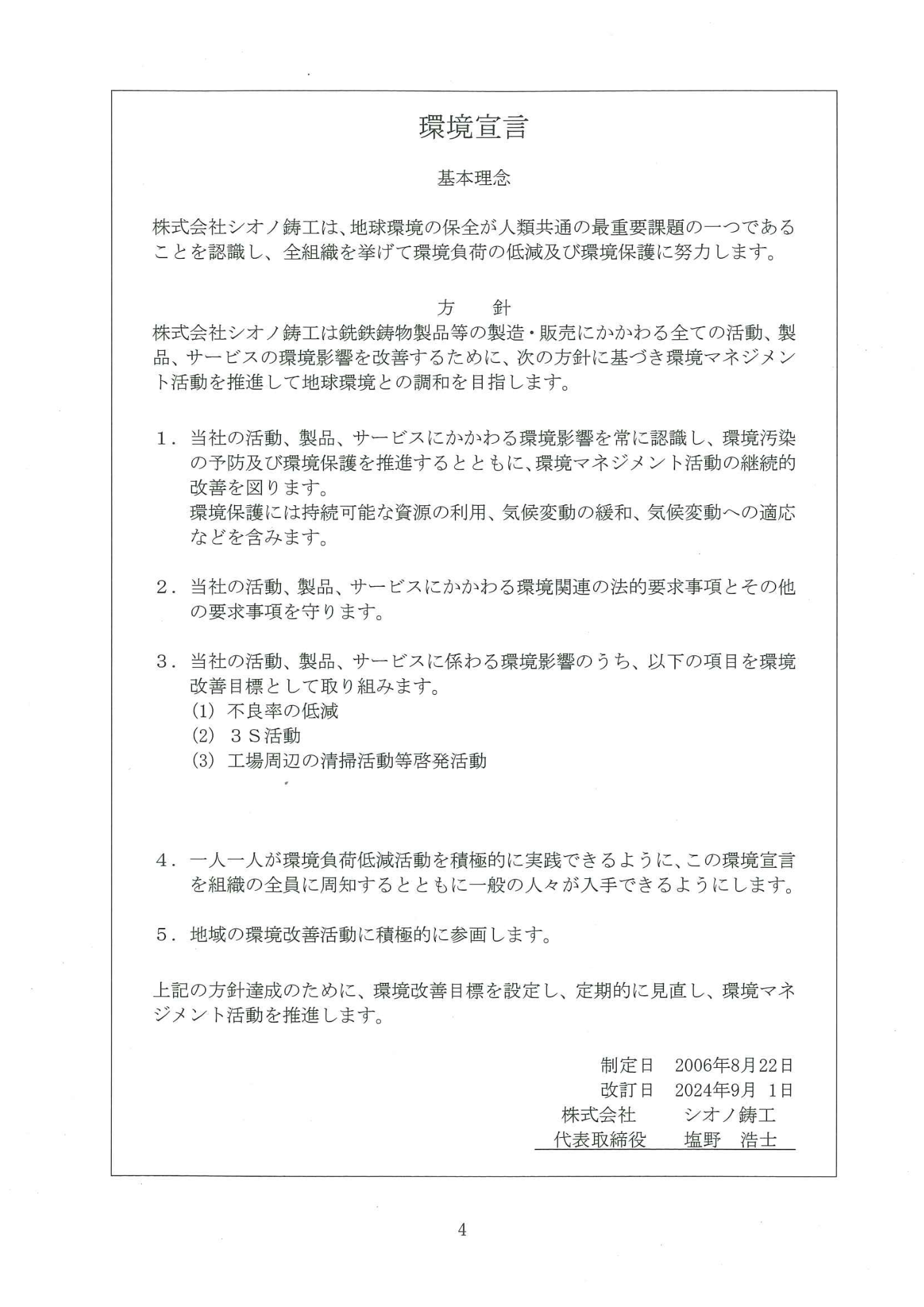
ステップ1は、環境方針の策定、環境影響の把握、目標設定、そしてそれを達成するための仕組みづくりに重点を置いた段階で、日常の業務に密着した、無理なく取り組める環境マネジメントの第一歩として位置づけられています。
シオノ鋳工では、2007年2月にステップ1の認証を取得し、現在も認証を継続しています。
これからも環境に配慮した事業活動を続け、持続可能な社会づくりに貢献してまいります。
シオノ鋳工のKES取得のきっかけはお客様からの要請でした。しかし、資格を取得することが目的となってしまわないよう、「環境・顧客・自社」すべてにおいて良い結果に結びつく活動とは何か?を念頭に置き、2006年8月から活動を始めました。
弊社の仕事は溶かした金属を砂型に流し込むことで鋳物を製造することです。この際、製品に不良品が発生してしまうと、再生産にかかる資源やエネルギーを無駄に使うこととなります。環境にも、自社の利益にも悪影響を及ぼし、かつ顧客にも納期の遅れ等で迷惑をかけてしまう結果となります。つまりシオノ鋳工の仕事において「不良率の低減」こそが、「環境・顧客・自社」各方面にメリットとなる最大のポイントです。
このような思いで活動を続け、KESの仕組みの基本であるPDCAサイクルを地道に続けることにより、初年度3.72%だった不良率は5年後に1.52%まで低減させることができました。
| 年度 | 2007-8年 | 2008-9年 | 2009-10年 | 2010-11年 | 2011-12年 |
|---|---|---|---|---|---|
| 生産量(t) | 1,815.0t | 719.5t | 660.6t | 1,169.0t | 989.9t |
| 不良率(%) | 3.72% | 3.47% | 3.40% | 1.98% | 1.52% |
| 不良品金額換算(万円) | 1080.3 | 399.5 | 359.4 | 370.3 | 240.7 |
| 不良率が3.72%だった 場合との差額(万円) |
0.0 | 28.8 | 33.8 | 325.4 | 348.4 |


3Rは、Reduce(リデュース)、Reuse(リユース)、Recycle(リサイクル)の3つの英語の頭文字を表したもので、シオノ鋳工では下記の3Rに取り組んでいます。
鋳物製造では不良品が出ると廃棄物が増えるだけではなく、再溶融のためのエネルギー使用量が増加することになり、環境負荷につながります。このため弊社では平成19年頃から「不良率の低減」をテーマに掲げ、対策を進めています。
鋳型に使われた砂(鋳物砂)は、粉状になるまで繰り返し使用します。また、配送に使うパレットなどの梱包材も繰り返し使用可能な「通いパレット」を使用しています。
鋳物砂は永久に使用できる訳ではなく、使用を繰り返すうちに細かくなり、粉状になれば廃棄します。これらの鋳物砂は、リサイクル業者にて路盤材として再生利用します。また鋳造品製造時に発生する端材も再溶解して使用しています。

シオノ鋳工では、不良率低減のための課題を個々人の問題ではなく、製造過程の問題であると捉え、全体の最適化を目指しています。その一環で月曜日の朝、社員全員が前の週に発生した不良品を囲み、発生原因の究明や再発防止対策について意見を出し合うミーティングを行っています。
ミーティングを取り入れた当初は、「個人のわがまま」を源とする意見が、部署ごとの「言い分」として幅を効かせていたため、たとえ有効な改善提案であってもなかなか前に進まない空気がありました。しかし取り組みを続けるうちに次第に一人ひとりの環境への意識が高まり、当事者意識を持って主体的に原因・対策を考えるようになりました。現在では「全体が最適であること」を基準とし、各工程の担当者が自分のパートで何ができるか、不良品の直接の原因となった工程の前段階のところで、少しでもミスを減らす手助けができないかを考え、行動する社風となっています。
不良率の低減は、廃棄物の発生抑制やエネルギー使用量の低減に大きく寄与しています。高齢化が進む鋳物業界において、弊社の平均年齢は37.6歳と非常に若く、従来のやり方に固執しない柔軟な意見が出されたことも、成功の要因の一つであったようです。1%を切るところまでは必ず行けるという思いで、これからも全体最適の意識で努力して参ります。
その際の心構えとして大切なのは「ミスを憎んで人を憎まず」。この取り組みは社員のスキルアップだけではなく、人間性の向上にも繋がっていると強く実感しています。


Copyright © 株式会社シオノ鋳工 All rights reserved.







